ERMAKSAN – Turcia este un producator de talie internationala cunoscut pentru produsele sale in domeniul prelucrarii tablelor. ERMAKSAN investeste continuu in cercetare-dezvoltare si in resursele umane pentru a mentine ridicat nivelul de tehnologie si sa mentina prețurile accesibile. Cu 49 de ani de experiență de fabricație, ERMAKSAN produce 3000 masini anual cu un personal calificat (700 angajati) într-o fabrica moderna ce se intinde pe o suprafata de 80.000 m2 ce este echipata cu utilaje industriale de cea mai buna calitate.
ERMAKSAN exportă 80% din producție in cca. 70 tari din intreaga lume. Prin achizitionarea masinilor Ermaksan veti investi in tehnologie, dezvoltare si continuitate.
Firma DELTA MACHINE SRL este reprezentant exclusiv in Romania si asigura distributia, punerea in functiune si service-ul pentru masinile Ermaksan.
Cu pâna la 300% mai rapid decât alte maşini de tăiat cu laser.
Raport cost/profit superior faţă de de alti competitori via costuri scăzute de investiţie.
Cu pâna la 50% energie economisita, tehnologia Fiber Laser este ecologică.
Nu este nevoie de componente optice, ca fascicol de drum, oglinzi de camp, tuburi quartz etc.
Se pot taia materiale ce reflecta lumina, cum ar fi: aluminiu, cupru si alamă, otel.
CONCEPT SI CARACTERISTICI GENERALE
A.1.1 Fiber Laser – tehnologie & rezonatorul IPG 
Avantaje:
|
Date tehnice |
Rezonator IPG-YLR 1000 W |
|
Excitatia |
Diode laser |
|
Putere utila |
1000 W |
|
Fibra optica |
50μm/100μm/150μm |
|
Capacitatea de taiere |
8 mm Otel 4 mm Otel inox 3 mm Aluminiu 2 mm Alama 2 mm Cupru 2 mm Tabla Galvanizata |
La cerere se pot oferi si alte rezonatoare cu puteri de pana la 12kw.
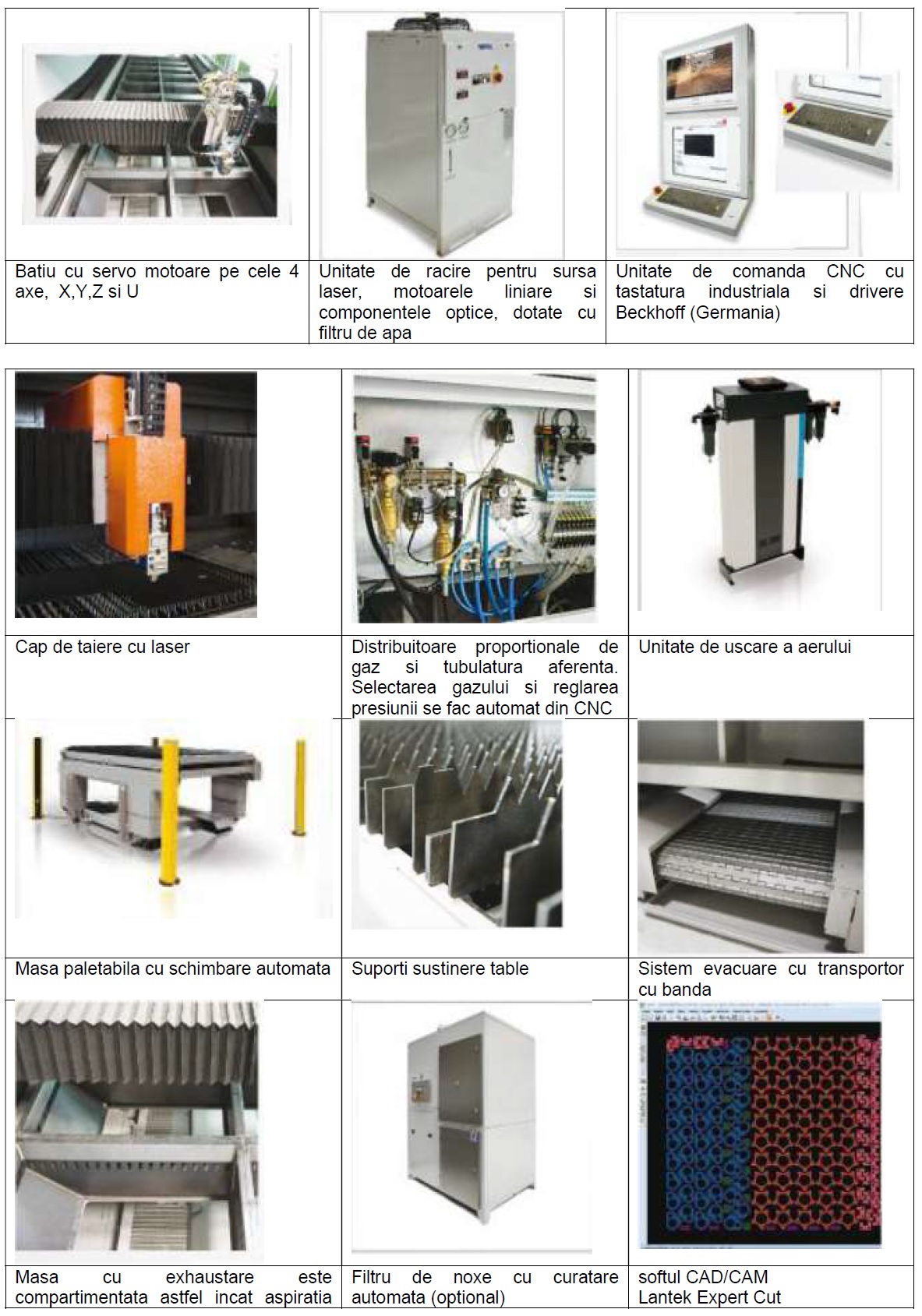
A.1.2 Batiul masinii
Firma ERMAKSAN produce si comercializeaza Masini de taiat cu laser cu mese cuprinse in urmatoarele game:
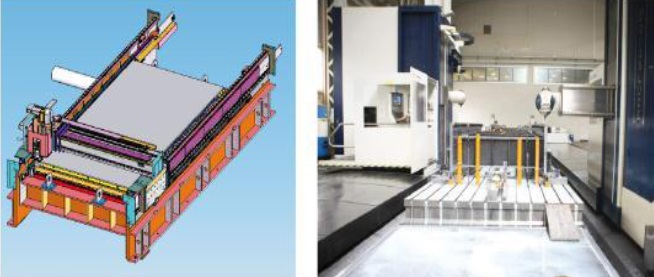
Fibermak a fost conceput de echipa de cercetare-dezvoltare a Ermaksan fiind proiectat integral in Solidworks CAD/Cam, de la cel mai mic surub la batiu.
Pe parcursul proiectarii se fac diferite simulari, iar stabilitatea si rigiditatea batiului sunt verificate inaintea realizarii in productie.
Dupa proiectare, componentele batiului sunt debitate in centre de prelucrare, din otel de inalta calitate ST-44 A1, iar apoi sunt sudate intr-un corp comun. Centrele de prelucrare de inalta precizie, cu coloana dubla, permit prelucrarea intregului batiu intr-o singura trecere, asigurandu-se astfel o precizie ridicata si tolerante foarte mici. Proiectarea si productia de mare precizie conduc la un batiu robust care permite incarcari dinamice mari.
A.1.3 Tehnologia servo drive
Fibermak are 4 servomotoare pentru toate deplasarile axiale. Acestea sunt servomotoare cu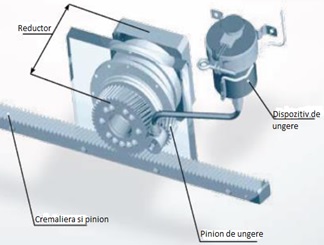 cablu unic de ultima generatie. Alimentarea si datele de process sunt transmise printr-un singur cablu, reducand semnificativ costurile. Aceasta tehnologie asigura o pozitionare mai precisa si repere cu geometrie mai precisa.
cablu unic de ultima generatie. Alimentarea si datele de process sunt transmise printr-un singur cablu, reducand semnificativ costurile. Aceasta tehnologie asigura o pozitionare mai precisa si repere cu geometrie mai precisa.
Sistemul servo drive al Fibermak are o instalatie de ungere automata care ajuta la economisirea timpului.
A.1.3.1 Tehnologia cu motor linear (Optional)
Acceleratie mare
Tehnologia cu motor liniar permite producerea mai profitabila a componentelor rigide si precise datorita sistemului de mare viteza.
Puntea mobila cu motoare liniare are o miscare stabilizata, sincronizata in tandem pe ambele laturi de catre unitatea de intrare iesire. Aceasta metoda asigura performanta maxima. Unghiurile drepte, arcele de cerc, precizia de pozitionare si precizia de repetabilitate sunt mari in aceasta configuratie. Aceasta performanta si precizie se obtin continuu, nefiind necesare activitati de intretinere. La sistemele cu mecanism pinion-cremaliera si cu rulmenti, precizia este mai mica datorita jocurilor si uzurii componentelor. La aceste sisteme este necesara intretinerea periodica.
Puntea mobile cu motoare liniare a Fibermak este omologata de o echipa de ingineri experti cu instrumente de masurare profesionale – soft si reglaje. Astfel este asigurata aceiasi performanta pe toate axele, fara necesitati de mentenanta.
In consecinta, la Fibermak cu tehnologie Direct Drive, dinamica si performantele sunt maxime.
A.1.4 Panoul de operare CNC
Comanda CNC Beckhoff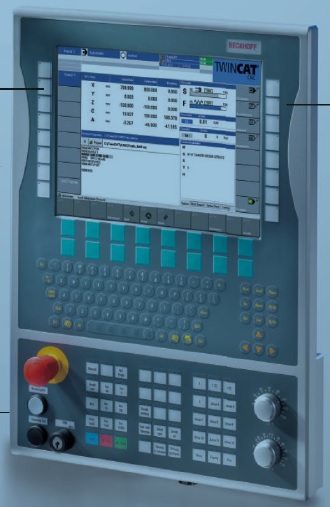
Interfata cu utilizatorul personalizata
Interfata pentru utilizator este realizata exclusiv pentru masini de taiat cu laser. Toate informatiile relevante sunt reprezentate clar si in ordinea logica a procesului de lucru. Operarea eficienta a masinii are loc intuitiv si nu necesita o indelungata perioada de invatare din partea operatorului.
Panoul de comanda cu taste dispuse in U (taste de control pe lateral si taste de functii dedesupt) foloseste conceptul Transline din industria auto.
Panoul de comanda contine ecranul de 15 inch. calculatorul PC cu processor Intel Atom Core 2 Quad si tastatura, care este asezat pe un brat mobil.
Extensia cu taste este optimizata pentru aplicatii CNC.
Comanda puterii laserului
Puterea laserului este reglata automat in timpul accelerarii si decelerarii pe axe, in functie de dinamica masinii.
Senzorul de inaltime
La taierea cu laser, distanta pana la semifabricat trebuie sa asigure focalizarea fascicolului laser in punctul corect. Senzorul capacitiv genereaza un semnal analog pe baza caruia CNC-ul regleaza automat distanta pana la suprafata de taiat, prin deplasarea pe axa Z.
Conectarea la baza de date, toti parametrii la indemana
Sistemele CNC Beckhoff pentru masinile de taiat cu laser au o baza de date SQL integrate in care pot fi stocati toti parametrii de taiere relevanti, ca performanta, obturator, durata impulsului etc. La selectarea materialului de taiat, aceste informatii sunt apelate automat si asigura obtinerea celor mai bune rezultate ale taierii.
PLC integrat pentru componentele periferice
Toate componentele periferice, precum sursele laser, capetele de taiere cu laser etc. sunt integrate in PLC. Prin simpla selectare a modulului corespunzator in PLC, componentul corespunzator va fi activat, ceea ce reduce timpul de initializare si timpul de executie.
A.1.5 Capul de taiere
Capul de taiere PRECITEC este proiectat pentru utilizarea la sisteme cu masa plana si la masini de taiat tevi cu lasere conectate prin fibra optica.
Senzorul de inaltime
Intreruperea taierii
Radiatia procesului
Monitorizarea cartusului
Reglarea distantei focale monitorizata
Monitorizarea temperaturii

Radiatia laser reflectata
Stabilitatea procesului
Monitorizarea sticlei de protectie

A.1.6 CAD/CAM
Fibermak foloseste softul CAD/CAM Lantek Expert Cut prin propriul postrocesor. Sunt multe facilitati pentru o taiere usoara precum nesting (minimizarea consumului de material prin asezarea optima a semifabricatelor de taiat) si prelucrerea automata, calcularea timpului si a costului, micro punti, taiere comuna etc.
Toate datele de taiere au fost incarcate in tabelele Lantek pe partea tehnologica. Astfel partea de program care face nesting si prelucrarea este instalata pe CNC, nefiind necesara selectarea vreunui parametru de taiere.
Lantek are facilitati suplimentare: pentru cazul in care nu poate taia o gaura mica (0,5 x grosimea materialului) Lantek decide marcarea automata.
Facilitati de programare usoara
A.1.7 Siguranta
Fibermak este inconjurat de o incinta inchisa cu geamuri acoperite cu un strat filtrant pentru lungimea de unda de 1080 μm a laserului, adecvat protectiei ochilor. Masina are o usa glisanta pentru activitati de intretinere. Protectia masinii si operatorului este asigurata de microintrerupatoarele montate pe toate usile.
A.1.8 Sistemele de incarcare/descarcare
Incarcarea – descarcarea se face cu usurinta, automat sau manual, cu ajutorul meselor mobile. Continuarea taierii in timpul pregatirii urmatoarei coli de tabla asigura o productivitate ridicata. Timpul de schimbare a meselor mobile este de 35 secunde.

Este posibila optional incarcarea a diferite materiale de diferite grosimi cu un sistem cu rafturi multiple. Extragerea foilor de tabla din paleti si incarcarea pe masa se face printr-un sistem pneumatic cu vacuum. Fiecare foaie de tabla este verificata de un system cu camera video care verifica grosimea fiecarei foi, pentru a preveni extragerea mai multor foi odata. Daca grosimea foii este diferita fata de valoarea identificata, controlerul da eroare. Dupa terminarea taierii, foile de metal sunt extrase si transportate spre palet cu elevatorul.
Mai jos sunt prezentate caracteristicile tehnice pentru laserul cu masa de 3x1,5m si cu resonator de 1Kw.
|
Caracteristici tehnice |
UM |
SM 1000.3x1.5 |
|
Rezonator |
W |
YLS 1000 |
|
Gama de puteri |
% |
10-105 |
|
Calitatea fascicolului colimat |
Rad |
2 - 2,5 |
|
Stabilitatea puterii |
% |
1 – 2 |
|
Frecventa pulsurilor |
kHz |
5 |
|
Lungimea de unda |
nm |
1075 +/-5 |
|
Diametrul exterior al fibrei optice |
μm |
100 |
|
Excitatia |
|
Dioda laser |
|
Debitul apei de racire |
l/min |
8 |
|
Capacitatea de taiere (inalta calitate) |
|
|
|
- otel |
mm |
8 |
|
- otel inox |
mm |
4 |
|
- aluminiu |
mm |
3 |
|
- alama |
mm |
2 |
|
- cupru |
mm |
2 |
|
Dimensiuni maxime ale foii de tabla |
mm |
3000 x 1500 |
|
Greutatea maxima a foii de tabla |
kg |
1500 |
|
Numarul de axe |
|
4 (X, Y, Z, U) |
|
Deplasarile pe axe |
|
|
|
- X, U (masa servomotorizata) |
mm |
3050 |
|
- Y (punte servomotorizata) |
mm |
1550 |
|
- Z (cap de taiere servomotorizat) |
mm |
150 |
|
Acceleratii |
|
|
|
- X, U (masa servomotorizata) |
g |
1,5 |
|
- Y (cadru servomotorizata) |
g |
1,5 |
|
- Z (cap de taiere servomotorizat) |
g |
1,5 |
|
Viteze maxime pe axe |
m/min |
141 (simultan pe X si Y) 100 (pe X sau pe Y) |
|
Eroarea de pozitionare |
mm/m |
+/- 0,03 |
|
Eroarea de repetabilitate |
mm |
+/- 0,015 |
|
Distanta focala |
mm |
125-200 |
|
Timp de schimbare a mesei mobile paletabile (unitatea de incarcare-descarcare automata) |
s |
35 |
|
Gaz auxiliar |
|
|
|
Senzor 1 Otel |
|
Oxygen (0,5-6 bar) |
|
Senzor 2 Otel inox |
|
Azot (0,5-25 bar) |
|
Senzor 3 Aluminiu |
|
Aer uscat sau azot (0,5-25 bar) |
|
Cap de taiere |
|
Precitec Procutter |
|
CNC |
|
Beckhoff CP6242 |
|
Soft CAD/CAM |
|
Lantek Expert Cut |
|
Conexiune la retea |
|
Ethernet |
|
Panou de operare |
|
Afisaj 15” 1024x768, tastatura alfanumerica, taste PLC dispuse lateral, tastatura pe ecran tactil |
|
Putere medie consumata |
kW |
21 |
|
Dimensiuni (L x l x h) |
mm |
9190 x 3750 x 2200 |
|
Greutate |
kg |
11200 |
Taierea laser asistata cu oxigen (exoterma) necesita focalizarea la nivelul suprafetei sau putin deasupra suprafetei materialului, focalizarea nefiind dependenta de grosimea materialului. Este necesara schimbarea focalizarii doar daca se schimba presiunea gazului. Taierea laser asistata cu azot (endoterma) este foarte dependenta de grosimea materialului si de focalizare, necesitand focalizare automata (autofocus), focalizarea facandu-se in permanenta la baza materialului sau in proximitatea ei.
Un alt avantaj al focalizarii automate (autofocus) este abilitatea de a schimba dinamic pozitia focala in timpul procesului de strapungere, permitand transferal maxim de energie pe toata grosimea materialului si timpi scazuti de strapungere.
Accesorii standard:
Masina de taiat cu laser de inalta viteza se livreaza cu:
Accesorii optionale:
 Produse
Produse









